Agricultural Equipment Guide
How Long Do PTO Stone Crusher Hammers Last — and When Is It Time to Replace Them?
A practical, field-informed breakdown of hammer lifespan, wear patterns, material choices, and replacement timing for agricultural stone crushing equipment — written for farmers, contractors, and equipment managers across Korea and beyond.
1. Why Hammer Lifespan Matters More Than You Think
When people shop for a kruszarka do kamieni z wałem korbowym, the rotor diameter and working width tend to grab the spotlight. But experienced operators know that the real cost-of-ownership story lives in the hammers. These impact tools are the first point of contact with buried rock, compacted gravel, and hard subsoil — and their condition directly determines both the quality of your crushed output and the load placed on the drivetrain. Replace them too late and you risk unbalanced rotors, excessive vibration, and gearbox stress. Replace them too early and you’re leaving useful service life on the table.
This guide covers everything a working farmer or land-clearing contractor needs to know: how impact mechanics dictate wear rates, what construction features separate a long-lasting hammer from a short one, which alloy systems are worth paying for, and the practical visual and performance signals that tell you a change is overdue. We also reference specific agricultural stone crusher models — including the PSC series, STCM series, and the THOR 2.4 and THOR 3.0 — to ground the discussion in real-world parameters.
Whether you’re running a small kruszarka do kamieni z wałem korbowym on a 100-hp tractor in Jeollabuk-do or a heavy-duty unit on a 400-hp machine breaking ground in Gyeonggi province, the principles are the same. Understanding hammer wear isn’t just maintenance trivia — it’s the difference between a profitable season and an unexpected repair bill.

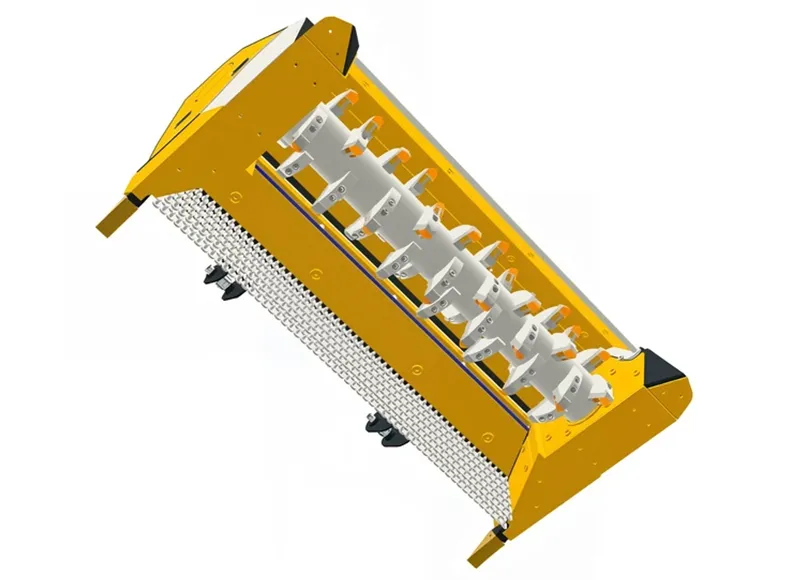
2. Action Mechanics: How the Hammer Actually Hits
A tractor stone crusher operates on a deceptively simple principle: a PTO-driven rotor spins at 540 or 1000 RPM, flinging free-swinging or fixed hammers outward by centrifugal force. When those hammers contact a stone, they deliver a high-energy impact that shatters the rock, pulverizes the fragments, and pushes the resulting material back into the topsoil. The rotor then continues its rotation, resetting for the next strike. On a model like the STCM 200 with a rotor diameter of 550 mm and a PTO speed of 1000 RPM, this cycle repeats hundreds of times per minute across working widths of up to 2,064 mm — meaning each hammer face can absorb tens of thousands of impacts per operating hour.
What makes this punishing for the hammers is not just the peak impact force — it’s the combination of impact loading, abrasive sliding as fragments pass along the hammer face, and thermal cycling as metal heats and cools between stony contacts. Free-swing hammers (common on lighter stone crusher for tractor models like the STCL and RSL series) can partially absorb shock by swinging back on impact, reducing peak stress. Fixed hammers transfer full impact energy directly into the rotor shaft and gearbox, which demands more structural rigidity but can provide more consistent cut depth.
PTO input speed also plays a direct role. Models running at 1000 RPM deliver higher tip-speed energy per strike than 540 RPM variants, which translates to faster crushing — but also faster wear if the hammer alloy isn’t rated for that energy level. The STCH series, for instance, runs at 1000 RPM with a 700 mm rotor diameter and handles stones up to 500 mm in diameter; those hammers operate in an entirely different wear environment than a compact STCL unit working on 150 mm stones at lower power.
| Rotor Type | Hammer Style | Typical PTO Speed | Max Stone Size | Wear Rate Tendency |
|---|---|---|---|---|
| STCL / Light Series | Free-swing or fixed | 540–1000 RPM | 150 mm | Moderate |
| STCM / Mid Series | Fixed / HD | 1000 RPM | 300 mm | Moderate–High |
| STCH / Heavy Series | Fixed / HD+FP | 1000 RPM | 500 mm | High |
| THOR 2.4 / 3.0 | Free-swing | 540–1000 RPM | Medium | Moderate |
3. Manufacturing Structure: What Goes Into a Quality Hammer
Not all stone crusher hammers are built the same way, and the differences in construction have a direct bearing on service life. A hammer is typically a forged or cast body with a mounting bore that slides onto a rotor pin or bolt. The geometry of the striking face, the thickness of the body, the surface treatment, and the quality of the heat treatment process all contribute to how long it will last under field conditions.
Forged hammers generally outperform cast hammers in impact resistance because the forging process aligns the grain structure of the metal along the load path, improving toughness. Cast hammers can be made with more complex geometry and are suitable for lighter-duty small pto stone crusher applications, but they are more prone to brittle fracture when hit at unexpected angles — which is common when working in stony fields with irregular buried rocks. For heavy-duty models like the RSM or RSH series (which can require 200–500 hp tractors and handle stones up to 500 mm), forged hammers are essentially mandatory.
The mounting geometry matters too. Wide-bore hammers distribute stress over a larger contact area, reducing the chance of fatigue cracking around the pin hole — the most common failure point in used hammers. Some manufacturers add hardened bushings to the bore, which preserves both the hammer and the rotor pin. If you’re inspecting used parts, always check the bore interior for oval deformation; an egg-shaped bore means the hammer has been run past its service life and the pin has been overloaded.
Reversible hammers — which can be flipped to expose a fresh cutting edge when one face is worn — effectively double service life per unit. This design is common on mid-range and heavy agricultural stone crusher machines and represents good value when comparing initial purchase cost against total hammer consumption over a season.
4. Material Systems: Alloys, Hardness, and What the Numbers Mean
When you look at hammer specifications, you’ll often encounter hardness ratings expressed in Brinell (HB) or Rockwell (HRC) values. Understanding what these mean in practice is key to choosing the right replacement. Hammer steels generally fall into three broad categories: standard carbon steel (typically 300–400 HB), medium-alloy wear steel (400–500 HB), and high-chromium or tungsten-carbide tipped variants (500+ HB or with inserted hard-metal tips).
Standard carbon steel hammers are the entry-level choice. They’re inexpensive, widely available, and absorb shock reasonably well, but they wear quickly on highly abrasive soils — particularly the siliceous volcanic soils found in parts of Jeju Island and in river-gravel-heavy farmland across Chungcheong and Gangwon provinces. If you’re running a stone crusher for tractor primarily on these soil types, stepping up to an alloy-steel hammer will pay for itself in reduced replacement frequency within a single season.
Medium-alloy wear steels — particularly those incorporating boron, chromium, or molybdenum — offer a better balance of hardness and toughness. The key property here is through-hardening: unlike surface-hardened steels, through-hardened alloy hammers retain their wear resistance even after the outer skin has been abraded away. This matters enormously once you’re 50–100 operating hours into a hammer’s life, when surface treatments on cheaper parts have already worn through.
Tungsten carbide (WC) tipped or overlay hammers represent the premium tier. WC has a hardness of roughly 1,500–2,500 HV, far exceeding any steel product. These hammers are used where abrasion is the dominant wear mode — think granite-rich soils or hard limestone fields. They’re significantly more expensive per unit, but in the right application can outlast standard steel hammers by a ratio of 5:1 or more. For pto stone crusher for sale buyers targeting demanding Korean mountain farmland reclamation projects, the arithmetic on WC tips often makes sense despite the higher upfront cost.
| Material Type | Typical Hardness | Best Application | Relative Cost | Expected Life (hrs) |
|---|---|---|---|---|
| Standard Carbon Steel | 300–400 HB | Light-duty, soft soils | Low | 50–150 |
| Medium-Alloy Wear Steel | 400–500 HB | General agricultural stone crushing | Medium | 150–400 |
| High-Chromium Steel | 500–650 HB | Abrasive rocky soils | Medium–High | 300–600 |
| Tungsten Carbide (WC) Tipped | 1500+ HV (tip) | Granite, hard limestone, extreme abrasion | High | 500–1200+ |
5. Realistic Lifespan Expectations: What the Hours Actually Look Like
There’s no single answer to “how long do PTO stone crusher hammers last?” because the answer depends on at least four interacting variables: the hammer material, the stone hardness and density in your soil, the operating depth, and the PTO speed. That said, real-world field experience across diverse conditions — from the terraced rice paddy conversions in Gyeongnam to the basalt-heavy slopes of Jeju — gives us useful reference ranges.
On relatively soft, mixed-soil conditions with occasional embedded stones (the typical scenario for a farmer clearing a field before planting), medium-alloy hammers on a mid-range tractor stone crusher like the PSC series or the THOR 2.4 (working width 2.4 m, matching 180 cv tractors) can realistically last between 200 and 350 operating hours before replacement is warranted. That equates to roughly two to four full seasons of normal use for a small family farm. On a contracting machine running 8–10 hours a day across stony hillside clearance projects, those same hours might accumulate in a single month.
Heavy machines working dense rocky conditions — an RSH/HP 250 or STCH 250 matched to a 400 hp tractor, pushing through hard volcanic rock — may consume even high-grade hammers in as little as 80–150 hours if the stone hardness is extreme. This is not unusual and is simply a function of the energy involved. The STCH series handles stones up to 500 mm diameter with a 700 mm rotor at 1000 RPM — the forces at those tip speeds are immense, and hammer wear is an expected operating cost, not a sign of poor equipment quality.
Operating depth also matters. Maximum working depth for mid-range models is typically 200 mm (for STCM variants) and up to 400–500 mm for the RSM/RSH heavy series. Operators who consistently run at or near maximum depth accelerate wear not just through increased stone contact frequency, but because hammers are more likely to strike stones at awkward angles rather than head-on — which is harder on the striking-face geometry and increases lateral stress on the mounting pin.

6. Reading the Signs: How to Know When Hammers Need Replacing
Experienced operators develop an intuition for when hammers are reaching end-of-life, but for those newer to stone crushing equipment, here are the concrete indicators to watch for — both visual and performance-based.
Visual Indicators
The most obvious signal is mass loss. A new hammer has a defined striking-face geometry — typically a sharp or slightly radiused leading edge designed to maximize impact energy transfer to the stone. Once that edge has worn into a rounded, concave profile, the hammer is converting more energy into friction and heat rather than fracturing rock. Visually, worn hammers look “stubby” compared to new ones, and there may be visible gouging or cratering in the striking face from hard mineral contacts.
Check the body thickness. Most hammer designs have a minimum thickness below which rotor balance cannot be maintained. If your hammers are showing more than 25–30% mass loss relative to a new unit, it’s time to replace the full set simultaneously — never replace individual hammers, as the resulting rotor imbalance will damage bearings and gearbox.
Also inspect the mounting bore carefully. Hammers that have been run too long develop oval bores and cracking near the pin hole. Even if the striking face looks acceptable, a compromised bore is a safety issue — a hammer ejecting from a rotor spinning at 1000 RPM is a serious hazard to equipment and personnel.
Performance Indicators
On the output side, worn hammers leave coarser material on the surface. If you’re noticing that stones which your agricultural tractor mounted rock crusher used to pulverize completely are now being moved rather than crushed, that’s a clear signal. The machine is still hitting the stones, but without enough face geometry to bite and fracture them properly.
Increased fuel consumption at constant PTO speed is another indicator. Worn hammers require the tractor to maintain higher torque to achieve the same throughput, which shows up as elevated engine load or, on tractors with electronic monitoring, higher fuel burn per hectare.
Unusual vibration — particularly at frequencies different from the normal rotor hum — points to hammer imbalance. This can result from uneven wear (if hammers on one side of the rotor have had significantly more stone contact than the other) or from the loss of a hammer fragment. Any unexpected vibration should be investigated immediately, as it places high cyclic loads on rotor bearings and the gearbox — components that are far more expensive to replace than a set of hammers.
Quick Reference: Replace Hammers When You See These
• Striking face is rounded or concave — no longer retains original geometry
• Total mass loss exceeds ~25–30% of new hammer weight
• Bore has become visibly oval or shows cracking near the pin hole
• Output quality has declined — stones no longer crushed, just moved
• Unusual rotor vibration not present when machine was new
• Fuel consumption per hectare has increased notably at same working depth
7. Replacement Best Practices: Doing the Job Right
The single most important rule in hammer replacement is: always replace the complete set at the same time, not individual hammers. Rotors are precision-balanced components. Mixing one or two new hammers — which are heavier than worn counterparts — into an existing set creates mass asymmetry that generates centrifugal imbalance force at operating speed. On a rotor spinning at 1000 RPM, even a few grams of imbalance translates into measurable bearing load, and a few hundred grams can cause destructive vibration within minutes.
Before installing new hammers, inspect the rotor pins and any associated bushings. Pins that have been running against worn hammers with oval bores will themselves show wear — often flattening on one side. A new hammer installed on a worn pin will wear its bore faster than normal, shortening the service interval of the replacement set. The cost of a pin set is minor compared to the cost of a second premature hammer replacement.
Torque specifications matter. Under-torquing allows hammers to shift on the pin during operation, accelerating bore wear. Over-torquing can deform the bore or stress the rotor structure. Always use the torque values specified in the equipment manual for the specific model — the THOR 2.4 (2300 kg working machine with 2.4 m width), the PSC series, and the ROCKMASTER all have different rotor architectures, so values are not interchangeable.
After installing a new set, run the machine for a short period at reduced load before returning to full-depth operation. This allows the new hammer bores to seat properly against the pins and lets the operator confirm the absence of unusual vibration before committing to a full day’s work. For any small pto stone crusher or full-size pto stone crusher for sale in the Korean agricultural market, this brief commissioning step is good practice and costs nothing but a few minutes of caution.

8. Matching the Right Crusher to Your Hammer-Wear Budget
Understanding hammer lifespan in the abstract is useful, but it becomes actionable when paired with specific equipment specs. Here’s how the main stone crusher series in our lineup map to hammer-wear considerations:




9. Practical Steps to Extend Hammer Service Life
Good hammer care starts before you even engage the PTO. Walking the field in advance — or making an initial shallow pass to identify large buried stones — can prevent the sudden high-force impacts that cause premature chipping or fracture. On first passes over unknown ground, reducing working depth by 30–40% and keeping forward speed conservatively low gives the hammers time to fracture and disperse each stone rather than encountering a dense cluster all at once.
PTO speed management is underappreciated as a hammer-preservation tool. Many operators default to full 1000 RPM regardless of conditions, but on lighter stone loads — small gravel, loose shale — running at 540 RPM can significantly reduce impact energy per strike and cut wear rates while still achieving good fragmentation quality. The trade-off is slightly reduced throughput, but for a contractor pricing by the hectare rather than the hour, lower hammer consumption may more than offset the slower pace.
Regular cleaning also matters more than most people expect. Stone dust and fine abrasive particles that accumulate in the rotor housing act as a grinding compound around the hammer pins and bores. A pressure wash after each day’s work, combined with a weekly inspection of all hammer bores and mounting pins, costs very little time and dramatically reduces the abrasive wear that occurs between the moving metal surfaces. This is especially relevant for used tractor stone crusher for sale purchases — inspect any used machine for evidence of neglected maintenance, which shows up as heavily corroded bores and pitted pin surfaces.
Storing the machine with the rotor covered and protected from rainwater ingress protects both the hammers and the rotor bearings during off-season storage. Water trapped in the rotor housing causes surface rusting on hammer faces, which may seem cosmetic but actually affects the strike geometry on fine-grained stone and can accelerate wear in the first hours of a new season if not cleaned before use.
10. Planning Hammer Costs Into Your Equipment Budget
Hammer replacement is a predictable operating cost, not a surprise expense — and treating it that way protects both your cash flow and your machine. For any operator running a stone crusher machine commercially in Korea’s agricultural sector, it’s worth building a simple wear-tracking log: record the date each hammer set is installed, the cumulative operating hours when replaced, and the soil type worked. After two or three replacement cycles, you’ll have a reliable personal baseline for your specific machine and local conditions.
When evaluating which hammer specification to source, avoid the temptation to select purely on unit price. The relevant metric is cost per operating hour, which requires dividing the total hammer set cost by the expected service-life hours. A premium alloy set costing twice as much as standard steel but lasting four times as long is a straightforward economic win — plus it means fewer downtime episodes for changeovers during the busy season.
Always keep at least one spare set of hammers on hand during peak operating periods. Supply chain delays for agricultural spare parts in Korea can run several weeks during seasonal demand peaks. A machine sitting idle waiting for hammers during the prime spring land-preparation window costs far more in lost opportunity than any amount saved by ordering just-in-time. Authorized distributors can advise on the correct part numbers for each model — ensuring you don’t inadvertently order hammers with slightly wrong bore dimensions or weight class that would compromise rotor balance.
Editor: PXY































