Agricultural Machinery · Maintenance Guide
PTO Stone Crusher Rotor Balancing: Why It Matters and How to Check It on a Farm
A practical, expert-level guide to understanding rotor dynamics, diagnosing imbalance symptoms in the field, and applying on-farm verification methods — for every type of PTO ქვის დამსხვრევი from compact PSC-series units to heavy-duty multi-row machines. Targeted for Korean farmers, rural contractors, and land management professionals who need actionable knowledge, not theory.
1. Why Rotor Balancing Is the Single Most Important Maintenance Task on a PTO Stone Crusher
When farmers and contractors search for a tractor stone crusher or a PTO ქვის დამსხვრევი or look at pto stone crusher for sale options, the conversation tends to focus on working width, horsepower range, and maximum shredding diameter. Those specs matter — but there is a less visible factor that determines how long the machine actually lasts and how safely it operates day to day: rotor balance. An out-of-balance rotor does not announce itself dramatically at first. The vibration begins as a faint tremor felt through the tractor seat, then progresses to audible bearing noise, and eventually causes structural fatigue in the rotor shaft, gearbox housing, and even the three-point linkage frame. Left uncorrected, it shortens bearing service life from thousands of hours to just a few hundred, accelerates hammer wear, and in the worst case triggers catastrophic shaft failure mid-operation.
This matters even more in the context of an agricultural stone crusher used in South Korean fields, where rocky volcanic soil in regions like Jeju Island and the mountainous piedmont zones of Gyeongbuk and Gangwon means the machine encounters stone density and hardness that would barely stress the equipment elsewhere. Every impact event that your PTO ქვის დამსხვრევი rotor encounters transfers energy asymmetrically if the mass distribution is uneven. The Korean agricultural machinery standard KS B 6301 and the related occupational safety requirements under the Occupational Safety and Health Act (산업안전보건법) both contain provisions that require mechanical equipment to be operated within safe vibration thresholds — an imbalanced rotor violates these thresholds and creates documented liability for farm operators.
The practical takeaway is straightforward: rotor balancing is not a workshop-only procedure conducted once at the factory. It is a living maintenance requirement that must be re-evaluated after every significant stone impact event, after hammer replacement, and on a scheduled interval that matches your operating intensity. The sections that follow explain the physics, the construction, the materials, and the hands-on methods you can apply without specialist equipment right on the farm.
2. Action Method: How the Rotor Transmits and Distributes Crushing Energy
The rotor of a PTO ქვის დამსხვრევი is a heavy cylindrical drum mounted horizontally on a central shaft. Power flows from the tractor PTO — typically at 540 or 1,000 RPM depending on the model — through a driveshaft and gearbox, arriving at the rotor shaft as rotational torque. The rotor spins at high velocity, and the rows of hammers or fixed picks mounted on its outer surface swing through the soil layer, striking embedded stones with a combination of shear force and impact force.
The crushing action itself occurs in two stages. In the first stage, the hammers strike the stone directly, fracturing it through tensile splitting. In the second stage, fragments are thrown against the rear counter-plate (anvil or breaker bar), where they undergo secondary size reduction before being deposited on the ground or spread into the soil profile. The rear gate position — adjustable on most models including the PSC Series and STCM Series — controls the outlet gap and therefore the final aggregate size leaving the machine.
What makes this action method relevant to rotor balancing is the impulse pattern. Every stone impact generates a brief, intense radial force acting on the hammer attachment point. If these impulses are distributed evenly around the rotor circumference — because the hammer mass distribution is symmetric and the rotor itself is concentric — the resulting net radial force on the bearings averages close to zero over one revolution. If the mass is unevenly distributed, each revolution generates a net rotating force vector that loads the bearings cyclically, exactly the condition that induces fatigue failure in rolling element bearings and fretting wear in shaft keyways.
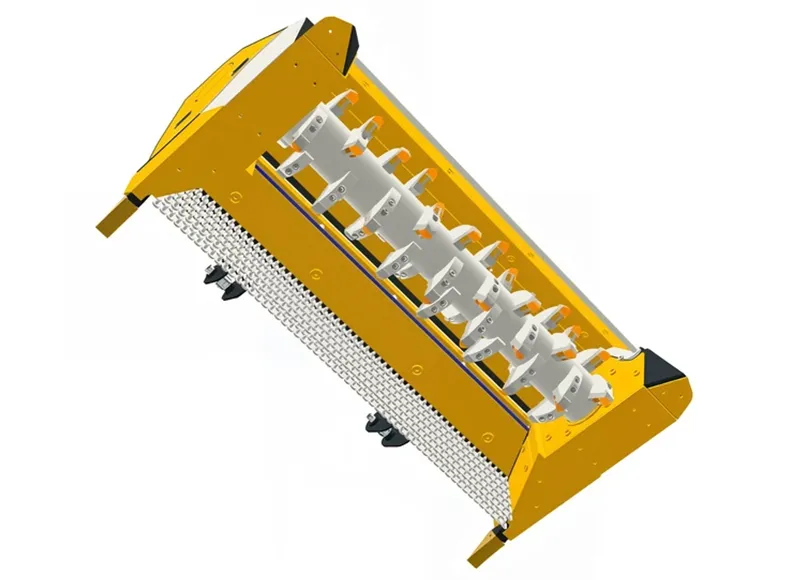
3. Manufacturing Construction: Anatomy of a Stone Crusher Rotor Assembly
Understanding the rotor’s physical construction helps explain both where imbalance originates and how to detect it. A typical heavy-duty agricultural stone crusher rotor — such as those used in the STCM series (rotor diameter 550 mm) or the larger RSM series (G/3 rotor diameter 940 mm, R rotor diameter 915 mm) — consists of the following structural elements working together as a unified assembly.
Rotor Shaft
The central forged steel shaft transmits torque from the gearbox and serves as the mass reference axis. Any eccentricity in the shaft — caused by manufacturing tolerance stack-up, thermal distortion from intense impacts, or bending fatigue — directly manifests as first-order (1×) vibration at running speed. On the PSC100 through PSC200 models with a 450 mm rotor diameter, the shaft is sized for tractor powers of 70–150 hp; on the STCH series with a 700 mm rotor, the shaft accommodates 280–400 hp input.
Rotor Drum / Disc Assembly
Heavy steel plates or cast segments are welded or bolted to the shaft, forming the body of the rotor. The hammer mounting bores are machined into these discs at equally spaced angular positions. Weld quality, material density consistency, and machining concentricity all affect the initial rotor balance grade. Any asymmetric weld repair after field damage is a common source of introduced imbalance.
Hammer / Pick Mounting System
Hammers are attached to the rotor drum via forged steel pins or bolted flanges. Swing-type hammers pivot freely, which helps them deflect on impact with very large stones rather than absorbing the full shock through the shaft. Fixed picks, used on STCL/STCM type machines, are rigidly welded or bolted. The mass of each hammer — typically ranging from 1 kg for lighter PSC-type units to 4+ kg for STCH/RSH-type picks — must be matched symmetrically across the rotor.
Bearings and Seals
Cylindrical or spherical roller bearings support the rotor shaft at both ends. The bearing housings are bolted to the main chassis frame. Imbalance forces load these bearings as a rotating radial force, reducing their calculated rating life exponentially — a 10% increase in dynamic radial load can cut bearing life by 25–30% according to ISO 281 life calculation standards. Effective lip seals protect the bearings from stone dust ingress, which is the other primary bearing failure cause in field crushers.
The gearbox connecting PTO shaft to rotor shaft typically uses hardened helical or bevel gears to step up the rotational speed and transmit rated torque. The gear mesh itself generates vibration at tooth-mesh frequency — a separate phenomenon from rotor imbalance — but an imbalanced rotor forces the gearbox output shaft to orbit, accelerating backlash wear and potentially causing gear contact pattern shift. This is why gearbox condition and rotor balance must be assessed together in any comprehensive stone crusher machine maintenance inspection.

4. Material System: What PTO Stone Crusher Hammers and Rotors Are Made From
The material choices in a stone crusher for tractor rotor system directly affect both the wear rate and the mass stability of the rotor over time. As hammers wear unevenly, they become lighter on the impact face — and if this wear is not symmetrical across all hammers, the mass balance shifts away from its factory setting. Understanding the material grades helps predict wear patterns and schedule replacement before imbalance becomes critical.
Hammer Bodies: The main body of agricultural crusher hammers is typically produced from medium-manganese austenitic steel (Mn 11–14%) or high-chromium white iron (Cr 15–30%, HRC 58–65). Manganese steel work-hardens on impact, providing a self-renewing hard surface layer in the early life of the hammer. High-chromium iron offers consistently high initial hardness but can be more brittle on very large impact events. The PSC Series and STCM Series models use hammers in the STC/3 classification, while the RSL and RSM series use both STC/3 and R/65 type picks depending on the rotor configuration.
Tungsten Carbide Tips: Many modern agricultural stone crusher hammer designs incorporate tungsten carbide inserts at the impact tip. Carbide hardness (HV 1200–1600) significantly exceeds even fully hardened tool steel, extending tip life by 3–8× compared to all-steel hammers in equivalent soil and stone conditions. The carbide is brazed or mechanically retained to the hammer body. The critical maintenance point is that worn carbide tips must be replaced as matched sets to avoid introducing asymmetric mass into the rotor.
Frame and Rotor Drum Materials: The outer casing (hood) and frame are typically hot-rolled S355 or equivalent structural steel, often reinforced with AR400 (abrasion-resistant) wear plates at the impact zones. The rotor drum itself is made from S690QL or equivalent high-strength quenched and tempered structural steel with yield strength ≥ 690 MPa, necessary to resist the cyclic bending loads imposed by stone impacts at operating speed.
5. Farm-Level Rotor Balance Check: Step-by-Step Without Workshop Equipment
Professional rotor balancing requires a dynamic balancing machine. In a farm or rural contractor environment, access to such equipment is usually impractical. The following five-step on-farm procedure will not replace a precision balance job, but it will reliably detect significant imbalance conditions that require corrective action before continued operation causes damage. This process applies to all models in the EP PTO ქვის დამსხვრევი product range.
Step 1 — Visual Hammer Mass Audit
Before engaging any mechanical checks, conduct a comprehensive visual inspection with the machine stopped, PTO disconnected, and all safety guards in place. Identify the rotor position by manually rotating the drum (use a bar in the hammer pin holes, never bare hands). Examine every hammer individually. Look for unequal wear depth at the impact tip — a hammer that appears visibly shorter or thinner than its matching position on the opposite side of the rotor has lost mass. Measure the weight of hammers using a simple portable scale. On PSC-type machines with swing hammers, the acceptable weight variation between opposite hammer pairs should not exceed 5 grams; on heavier STCM-type fixed picks, keep variation under 10 grams per matched pair. Replace any hammer set that falls outside this tolerance.
Step 2 — Static Balance Roll Test
The static balance test exploits gravity: a rotor with unequal mass distribution will rotate until the heaviest point hangs lowest. With the machine disconnected from the tractor, remove the PTO driveshaft, and support the machine securely. Ensure the rotor can turn freely by hand with minimal bearing friction. Mark a reference line on the rotor end-face with chalk. Give the rotor a gentle push and allow it to coast to a stop freely. The position at the bottom when it stops consistently — repeating the test 3–4 times — indicates the heavy side. This is the angular location of excess mass. Note the clock position of the mark on the heavy side before proceeding to Step 3.
Step 3 — Correction by Hammer Repositioning or Replacement
Once the heavy side is identified, the correction approach depends on the hammer style. For swing-type hammer rotors: select a lighter hammer from your spare parts inventory and swap it into the mounting position directly opposite (180°) from the heavy side. For fixed-pick rotors: replace the pick at the heavy side with the lightest worn pick in the set, or if the rotor pattern allows, reposition hammers to redistribute mass. Never add material to correct balance — only remove or replace. Adding weld beads as balance weights introduces contamination risk and is a non-standard repair that may void machine compliance under Korean machinery safety regulations.
Step 4 — No-Load Run Vibration Check
After any hammer correction, reconnect the driveshaft and run the crusher at low PTO speed (540 rpm) with the machine lifted off the ground and with no soil contact. Stand clear of the rotor plane — never stand in the ejection arc. Observe the machine frame and PTO driveshaft for excessive vibration. A smartphone accelerometer app placed on the gearbox housing (safely accessible area, with machine shut down between placement and re-start) can serve as a crude vibration reference — readings consistently above 4.5 mm/s RMS at this no-load speed are considered elevated for agricultural equipment and suggest further correction is needed or a workshop balance job is due.
Step 5 — Bearing Temperature Spot Check
After 15–20 minutes of no-load running, stop the machine, lock the PTO, and immediately (safely) check bearing housing temperature with an infrared thermometer. Normal operating temperature for a well-lubricated, balanced crusher bearing is typically 50–70°C above ambient. If one bearing runs more than 20°C hotter than the opposite bearing, this asymmetric heat pattern suggests the hot bearing is absorbing a disproportionate radial load — consistent with a remaining imbalance or bearing pre-load issue that requires professional follow-up before the machine returns to full-load stone-crushing operation.
6. How to Recognize Rotor Imbalance in Day-to-Day Operation
Operators who regularly use a small pto stone crusher or a larger tractor stone crusher develop a feel for how their machine behaves when running correctly. The following symptom checklist helps you identify the early warning signs of developing imbalance. Catching these symptoms early — before they cascade into bearing failure or structural fatigue — is the single highest-value maintenance habit a stone crusher operator can develop.
| Symptom | Likely Cause | Urgency |
|---|---|---|
| Rhythmic seat vibration at constant PTO speed | Static or dynamic rotor imbalance (1× or 2× running speed) | Investigate immediately |
| Accelerated PTO driveshaft universal joint wear | Rotor orbit transmitted to driveline | Plan correction within 10 hours |
| One bearing running noticeably hotter than the other | Unequal radial loading from imbalance or misalignment | Investigate immediately |
| Gearbox oil temperature rising unusually fast | Rotor imbalance loading output shaft; possible gear contact pattern issue | Plan correction within 10 hours |
| Visible wobble in PTO shaft at operating speed | Severe imbalance or shaft bend | Stop operation now |
| Frame mounting bolts repeatedly loosening | Sustained cyclic vibration from imbalanced rotor | Plan correction within 10 hours |
| Uneven output aggregate size across working width | Uneven hammer wear; precursor to mass imbalance | Schedule inspection within 50 hours |

7. Regulatory Context: Agricultural Machinery Safety Standards Relevant to PTO Stone Crushers
In South Korea, the operation and maintenance of powered agricultural machinery including PTO-driven stone crushers and mulchers is subject to a layered regulatory framework. Understanding these requirements helps farm operators and contractors comply with legal obligations and ensures insurance coverage remains valid in the event of a machine-related incident.
South Korea (대한민국): The primary framework governing agricultural machinery safety is the Agricultural Mechanization Promotion Act (농업기계화 촉진법) and associated ministerial regulations under the Rural Development Administration (RDA, 농촌진흥청). PTO-driven attachments must meet the vibration and noise limits defined in KS B ISO 5349 (hand-arm vibration) and KS B ISO 2631 (whole-body vibration exposure). The Occupational Safety and Health Act (산업안전보건법) applies when the machine is operated in a farming operation with employees, requiring documented risk assessments for rotating equipment. An out-of-balance rotor that causes whole-body vibration above the action value defined in the Directive (daily exposure A(8) of 0.5 m/s²) triggers employer obligations under this act.
European Union: EP-series machines produced for the EU market must comply with the Machinery Directive 2006/42/EC (being transitioned to the Machinery Regulation (EU) 2023/1230 with full applicability from 2027). This directive requires that any residual imbalance in rotating parts is identified in the technical file and mitigated to levels consistent with the machine’s safety function. Harmonized standard EN ISO 11684 governs safety sign placement on agricultural machinery, including vibration hazard warnings for PTO-driven stone crushers.
United States: ASABE (American Society of Agricultural and Biological Engineers) Standard S304 covers PTO shaft and driveline safety for agricultural equipment. OSHA 29 CFR 1910.212 requires machine guarding that prevents operator exposure to rotating components including unbalanced rotors. ANSI/ASABE S717 specifically addresses PTO-driven stone crushers and mulchers in the context of crush and entanglement hazard assessment.
Australia / New Zealand: AS 3832 and the Model Work Health and Safety (WHS) Regulations under Safe Work Australia require that plant with rotating parts is subject to documented maintenance inspections at prescribed intervals, and that operators receive documented training on vibration hazard recognition. A rotor balance failure that causes a reportable incident must be documented and reported to the relevant State work health authority.
8. Recommended Rotor Balance Maintenance Intervals for PTO Stone Crushers
The following maintenance schedule is a general guideline. Always defer to the manufacturer’s operator manual for your specific machine model. Conditions like extremely abrasive basalt-type stone, high daily operating hours, and frequent encounters with large rock (close to the machine’s maximum shredding diameter) warrant shorter intervals.
| Maintenance Task | Light Use (<4 hr/day) | Heavy Use (4–8 hr/day) |
|---|---|---|
| Visual hammer wear audit | Every 50 hours | Every 20–25 hours |
| Hammer weight matching check | Every 100 hours or after major rock impact | Every 50 hours |
| Static balance roll test | After any hammer set replacement | Every 50 hours |
| Bearing temperature spot check | Monthly or after vibration symptom detected | Weekly |
| Professional dynamic balance (workshop) | Every 3 seasons or 500 hours | Every season or 300 hours |
| Bearing replacement assessment | Every 1,000 hours or at imbalance symptoms | Every 600–800 hours |
9. EP Series Stone Crusher Product Lineup — Which Model Matches Your Application?
The product range covers everything from compact small pto stone crusher units for narrow farm tracks to high-capacity machines for large-scale land clearing. Each model ships with matched hammer sets that are factory-balanced to minimize initial imbalance.

EP-THOR 2.4 + Kit Drawbar
180 cv min · 2.4 m · 2,300 kg
EP-RockMaster Agricultural Stone Crusher
Heavy-duty agricultural field use

EP-PSC Series Stone Crusher
70–150 hp · 1,110–2,070 mm working width

EP-Tractor Mounted Rock Crusher
3-point linkage category 2 · versatile field use

EP-Agricultural Rock Crusher (Korea)
Korean market · KS B 6301 compliant service
10. About Us
We are a specialist manufacturer and global distributor of professional PTO stone crushers, mulchers, rock rakes, rock pickers, and related agricultural land-preparation equipment. Our engineering team combines deep hands-on experience in tractor-driven machinery design with a focus on structural durability that Korean agricultural conditions demand — rocky volcanic soil in Jeju, granite-heavy terrain in Gyeongbuk, and heavy clay-stone mixes across the central highlands all inform how we spec our rotor assemblies, hammer materials, and bearing systems.
Frequently Asked Questions
Editor: PXY































